tonnage calculator for sheet metal blanking Formula for Calculating Blanking and Piercing Tonnage (flat sheet) Perimeter (in.) x: Material Thickness (in.)* x: Shear Strength (tons) = Required Tonnage *This formula factors in the full material thickness to compensate for .
This article will teach you how to weld thin gauge metal using each arc welding process and present the common pitfalls beginners make. While welding thin metal will test even the best welders, you can achieve great results with some know-how and practice.
0 · tonnage formula for cutting
1 · punching tonnage calculator
2 · punching clearance calculator
3 · punch hole tonnage calculator
4 · printable tonnage formula
5 · metal punching tonnage
6 · how to calculate tonnage
7 · cleveland tonnage calculator
Signal Box layout diagrams for signal boxes on the Great Northern Railway Peterborough to Spalding line between Werrington Junction, Peterborough (excl) and Spalding No3. The plans are supplied in a ZIP file as JPG graphic files which can be easily viewed in your web browser.
Learn how to calculate the amount of tonnage required to punch round holes in your parts with our Tonnage Calculator. Try it our now!
interlocking sheet metal
Use this specific download page for our metal hole punch tools and units parts .Tonnage Calculator. Calculate the tonnage required for your punching application. Tonnage: Use the following formula to calculate the tonnage required to punch a round hole in mild steel: . Tonnages can be calculated for forming, bending, cutting, drawing, and blanking operations. Having the ability to calculate the tonnages for a sheet metal project is vital for the completion and success of your project.
Calculate the required force to deep draw a piece of sheet metal based on the drawing ratio, sheet thickness, and the ultimate tensile strength of the material. Formula for Calculating Blanking and Piercing Tonnage (flat sheet) Perimeter (in.) x: Material Thickness (in.)* x: Shear Strength (tons) = Required Tonnage *This formula factors in the full material thickness to compensate for .Calculate precise punching tonnage for round holes with Bud's Machine Tools' Punching Tonnage Calculator. Adapt to various metal thicknesses, optimize tonnage with shear options, and .
To punch a hole through a given thickness of metal, you need to know the force (tonnage) required to punch a hole. This force (tonnage) is determined by the thickness of the metal, the type of metal, and the perimeter being punched. .
Punch Tonnage Calculator - Piranha Metal Fabrication Equipment by MegaFab. How much punching force do you need? use this handy tool to find out. Select a shape below to calculate .
CALCULATION FORMULAS FREQUENTLY USED IN SHEET METAL. This time, we summarized a calculation formula that is frequently used in sheet metal, including the .
For instance, if the sheet metal to be bent is mild steel, with a thickness of 4mm and a bending length of 3.2m, the theoretical width of the bottom die opening should be 8 times the thickness, which is 32mm. Input .Calculate the required force to deep draw a piece of sheet metal based on the drawing ratio, sheet thickness, and the ultimate tensile strength of the material. The drawing ratio is a measure of the severity of the drawing operation and is . An 800-ton press with a 10-percent reverse-tonnage rating would be overloaded in reverse tonnage (101.87 tons) even though the blanking tonnage (308.7 tons) falls well within the forward-tonnage rating of the press. This is .
Tonnage is the peak load required during a stamping operation. The tonnage rating for a press refers to the peak load that the press can safely deliver without causing damage to the press frame, ram, bushings, etc. For a mechanical press, the peak tonnage is only available at the bottom of the stroke. (3) Selection method of blanking gap. When selecting metal sheet blanking clearances, according to the technical requirements of the blanking parts, the use characteristics and specific production conditions, etc., first determine the type of clearance to be adopted according to Table 3-19, and then select this type gap value accordingly .
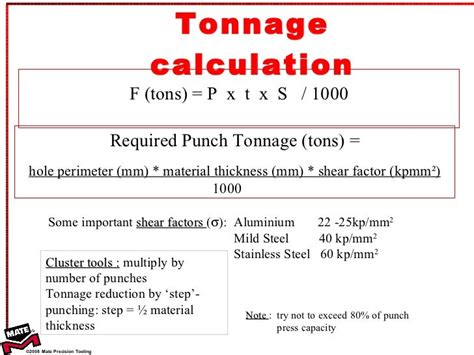
Punching Tonnage Formula. The punching tonnage is calculated by using the following formula: Length of the cut edge (mm) x Material Thickness (mm) x Tensile Strength (kg/mm 2)/1000. MachineMfg.com. Example 1 Rectangle 50 x 10 in 2.0 mm Stainless Steel Tonnage Required = (50+50+10+10) x (2.0) x (60)/1000 Tonnage Required = 14.4 Tonnes. Example 2How to calculate press machine tonnage? Well, First get the Dia of material in inches = A Get the thickness of material in inches = B Now, Multiplier for M.s is 80 & for soft material like .vol.26 technical counseling faq(6) "solution for slug pulling of a sheet metal with protective film" vol.27 technical counseling faq(7) "material warping prevention during" vol.28 technical counseling faq(8) "warping prevention of blanking out" vol.29 technical counseling faq(9) "countersink for countersunk screw" While there is not a practical way to calculate reverse tonnage beforehand, it typically is 10% to 25% of the forward tonnage. . If the press is not sufficiently robust, it may need to be derated to 80% of the tonnage capacity in blanking or piercing operations. . EMJD acquires Proto Sheet Metal Products. Industry Events; Pipe and Tube .
Sheet metal blanking offers precise cutting, high-speed production, and cost-effective solutions for mass-producing uniform metal components with minimal waste. ISO 9001:2015 Certified | ISO 13485 Certified in QMS for Medical Devices | AS9100D Certified in QMS for Aerospace and General Engineering Applications.
There are a few significant advantages to coin bending sheet metal, the first of which are high repeatability, precision, and the ability to reduce the inside radius to as small as desired. During the Coining process the material is put under enough pressure that the punch tip penetrates the material at the bottom of the bend and it begins to .
tonnage formula for cutting
With this calculator you can determine the force required to shear sheet metal, simply by entering the material’s ultimate tensile strength, thickness, and blade angle (rake angle). Strength of the material [N/mm²]: Unfolding length = inner size of material + inner size of material + amount of compensation. You can also use the following calculator to calculate sheet metal unfold length: The following describes the unfolding algorithms of various bend features one by one. General bending I. R = 0mm, θ = 90° (Note: When R ≤ 1.0mm, it is treated as R . Blanking is a manufacturing process that involves removing flat pieces of material from a larger sheet or strip of material, usually metal. A variety of factors influence the blanking force, including the type and thickness of the material being cut, the size and shape of the blanking die, and the speed of the punching operation.
This may be a challenge since blanking dies are usually among the last set of tools completed. In the interim, many companies choose to use laser cut blanks. . The clearances range from about 6% of the sheet material thickness for .In sheet metalworking, the diameter of a sheet metal blank before any forming or shaping operations are performed on it. ⓘ Blank Size for Drawing Operation [D b] . to calculate the Sheet Diameter, Blank Size for Drawing Operation is defined as the initial dimensions of the material, typically a flat sheet, before it's formed into a specific . Deep drawing in sheet metal is a manufacturing process that involves forming a flat sheet of metal into a three-dimensional shape, typically using a punch and die. It is commonly used to produce parts with high depth-to-diameter ratios, such as cups, cans, automotive body panels, and more complex components.Metal blanking is the process of cutting a desired shape out of a flat piece of sheet metal. UniPunch tooling is used in applications where the punch slug is the blank. Curiously, a well-made punched hole is 2 sizes: On the side where the punch enters, the hole is the size of the punch, and on the other side of the material, the hole is the .
Tonnage Calculator NOTE OF CAUTION: Calculations are approximate. Tonnage requirements and ability to safely punch required hole depends on quality of equipment and tooling. Piranha is not responsible for inaccuracies or results. Due to extreme pressures generated when punching, care must be taken to not exceed the strength of the tooling. For example, when punching .
Ac = 0.075, Determine the minimum tonnage press to perform the blanking and punching operation in Problem 20.3. The aluminum sheet metal has a tensile strength = 310 MPa, a strength coefficient of 350 MPa, and a strain-hardening exponent of 0.12. (a) Assume that blanking and punching occur simultaneously.the station size by one size to prevent from miss stripping. CALCULATING PRE-HOLE DIMENSION FOR FORMING When forming processing, pre-holes may be processed as pre-processing. In that case, please calculate pre-holes referring to the following calculation formula. Chamfering Burring for tapping
Hello friends, this video is regarding the concept of calculation of sheet metal blank size. A simple method is being used in this video which will help you .Place the sheet metal blank inside the deep drawing die after sheet metal blanking operation. Step-2: Gripping. . You can calculate the blank size for the deep drawing sheet metal part in the following steps. Step-1: Calculate Blank Surface Area. Blank Surface Area = π Rb² .
Equivalent Relationship of Three Die Forging Equipment. When selecting forging equipment with similar capabilities, the conversion relationship between the forging equipment capacities is as follows: a 25KJ die forging hammer (1-ton double-acting hammer) is equivalent to a 10,000 KN hot forging press, which is in turn equivalent to a 3,500 to 4,000 KN screw press.Determining the Blanking tonnage of a Power Press: 1. Determine Material Properties: Determine the material properties such as thickness (t), width (W), and length (L) of the sheet metal. 2 .
This is commonly referred to as “derated tonnage.” Before we can address derated tonnage issues, we need to ensure that your blanking and drawing tonnage calculation methods are valid. The two formulas you supplied to me were: Blanking = blank thickness x tensile strength x blank circumference/2000The proper and safe clearance between the punch and the die will be different based on the size of hole you are punching, the material thickness, and the material hardness. Use this tool to help determine the correct die size based on the suggested minimal die clearance. Also See Our Punch Tonnage Calculator
punching tonnage calculator
Corner construction plays a vital role in ensuring the durability and strength of sheet metal parts. When corners are not properly prepared for welding, it can lead to parts being out of tolerance, weak, and susceptible to breakage.
tonnage calculator for sheet metal blanking|printable tonnage formula