bottoming process in sheet metal Bottoming is a bending process in which sheet metal is pressed against a bottom die featuring a V shape. While other bending processes . CL-M686-Y 3 Ways Distribution Waterproof Junction Box . Features and Benefits: Test Standard: IEC60998-2-1:2004 IEC62444:2013 IEC60529:1991+A1:2000+A2:2013. Technical information: .
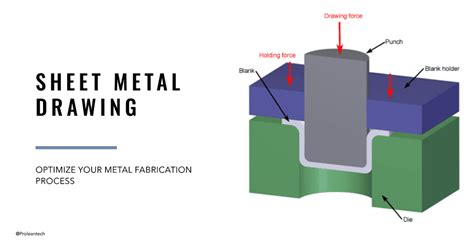
0 · sheet metal drawing process
1 · sheet metal bottom bending angle
2 · sheet metal bending techniques
3 · sheet metal bending operation
4 · sheet metal bending directions
5 · sheet metal air bending vs bottom
6 · bottom pressing sheet metal
7 · bottom bending sheet metal
The SentrySafe fire resistant and water resistant safe SFW123GDC is designed to provide advanced protection for your important documents, digital media and other valuables from fire, water, and theft.
A guide exploring the key differences, advantages and disadvantages between air bending and bottom bending for sheet metal fabrication projects.Bottom Bending or Bottoming in sheet metal involves bending sheet metal parts such that the material makes contact with the punch tip and sidewall of the V-die opening. But punch and . Bottoming is a bending process in which sheet metal is pressed against a bottom die featuring a V shape. While other bending processes .Bottom bending is the process of stamps the radius of the punch tip into the work piece. This differs from Coining, which puts the entire surface of the work piece under such tonnage that it begins to flow. when Bottom Bending the die angle .
Bottom bending—commonly called “bottoming”—compresses the sheet metal to the bottom of the die to create the desired shape and angle. The shape and position of the die angle determine .
These methods include overbending, bottoming or setting, and stretch bending. The article provides information on elastic bending, non-cylindrical bending, elastic-plastic bending, and .
In Bottoming, the punch presses the sheet metal against the die with significantly more pressure. This way, the sheet metal is deformed to the exact shape and angle of the die. In this version of Vee bending, the sheet metal touches the .In bottoming, the sheet metal is pressed against the die until it conforms to its shape, resulting in more accurate bends. Coining involves applying enough pressure to imprint the die's shape into the metal, ensuring even more precision.
There are a few basic bending methods and each involves considerations for the angle of the bend, machine tonnage, tooling, material hardness and material grain direction. Determining which bending method to . A guide exploring the key differences, advantages and disadvantages between air bending and bottom bending for sheet metal fabrication projects. As the name “bottom pressing” suggests, the punch presses the metal sheet onto the surface of the die, so the die’s angle determines the final angle of the workpiece. With bottoming, the inner radius of the angled sheet depends on the die’s radius.
Bottom Bending or Bottoming in sheet metal involves bending sheet metal parts such that the material makes contact with the punch tip and sidewall of the V-die opening. But punch and die do not make complete contact with sheet metal. Bottoming is a bending process in which sheet metal is pressed against a bottom die featuring a V shape. While other bending processes typically support the use of both U- and V-shaped dies, bottoming only uses a V-shaped die.Bottom bending is the process of stamps the radius of the punch tip into the work piece. This differs from Coining, which puts the entire surface of the work piece under such tonnage that it begins to flow. when Bottom Bending the die angle should match the intended angle of the work piece, adjusting a few degrees for Spring Back, hence the .Bottom bending—commonly called “bottoming”—compresses the sheet metal to the bottom of the die to create the desired shape and angle. The shape and position of the die angle determine the final shape of the bend.
These methods include overbending, bottoming or setting, and stretch bending. The article provides information on elastic bending, non-cylindrical bending, elastic-plastic bending, and pure plastic bending. Sheet metal bendability is a critical factor in many forming operations.In Bottoming, the punch presses the sheet metal against the die with significantly more pressure. This way, the sheet metal is deformed to the exact shape and angle of the die. In this version of Vee bending, the sheet metal touches the sides of the die.
In bottoming, the sheet metal is pressed against the die until it conforms to its shape, resulting in more accurate bends. Coining involves applying enough pressure to imprint the die's shape into the metal, ensuring even more precision.
There are a few basic bending methods and each involves considerations for the angle of the bend, machine tonnage, tooling, material hardness and material grain direction. Determining which bending method to use is dictated by the application requirements. Is a small inside radius needed? How thick is the material?
A guide exploring the key differences, advantages and disadvantages between air bending and bottom bending for sheet metal fabrication projects. As the name “bottom pressing” suggests, the punch presses the metal sheet onto the surface of the die, so the die’s angle determines the final angle of the workpiece. With bottoming, the inner radius of the angled sheet depends on the die’s radius.
cnc manufacturing dat
Bottom Bending or Bottoming in sheet metal involves bending sheet metal parts such that the material makes contact with the punch tip and sidewall of the V-die opening. But punch and die do not make complete contact with sheet metal. Bottoming is a bending process in which sheet metal is pressed against a bottom die featuring a V shape. While other bending processes typically support the use of both U- and V-shaped dies, bottoming only uses a V-shaped die.
Bottom bending is the process of stamps the radius of the punch tip into the work piece. This differs from Coining, which puts the entire surface of the work piece under such tonnage that it begins to flow. when Bottom Bending the die angle should match the intended angle of the work piece, adjusting a few degrees for Spring Back, hence the .Bottom bending—commonly called “bottoming”—compresses the sheet metal to the bottom of the die to create the desired shape and angle. The shape and position of the die angle determine the final shape of the bend.These methods include overbending, bottoming or setting, and stretch bending. The article provides information on elastic bending, non-cylindrical bending, elastic-plastic bending, and pure plastic bending. Sheet metal bendability is a critical factor in many forming operations.In Bottoming, the punch presses the sheet metal against the die with significantly more pressure. This way, the sheet metal is deformed to the exact shape and angle of the die. In this version of Vee bending, the sheet metal touches the sides of the die.
In bottoming, the sheet metal is pressed against the die until it conforms to its shape, resulting in more accurate bends. Coining involves applying enough pressure to imprint the die's shape into the metal, ensuring even more precision.
sheet metal drawing process
cnc manual lathe machine
cnc manufacturing georgia
cnc manufacturing jobs near me
cnc mahcining parts manufacturer
Solid Tactical Ammo Cans are heavy duty metal boxes. The combination of Steel plus a High Quality powder coating makes our ammo cans durable. If you’re buying your ammunition to store for the long term – it advisable to acquire a .
bottoming process in sheet metal|bottom bending sheet metal